
















Reliability in Extreme Environments: ATEX Rotary Joints for the Pharmaceutical, Chemical and Food Industries
Everything designers, technical managers and industrial buyers need to know about ATEX certification applied to rotary joints.
Everything designers, technical managers and industrial buyers need to know about ATEX certification applied to rotary joints.
In industrial processes where flammable fluids, combustible dusts and potentially explosive atmospheres coexist, every component must be designed, certified and managed according to precise criteria. The rotary joint — the element that transfers fluids (air, water, steam, oil, etc.) between a stationary part and a rotating one — is no exception.
In the pharmaceutical, chemical and food industries, where safety regulations are among the strictest in the world and operating conditions may generate explosive atmospheres, ATEX compliance is not optional: it is a design requirement.
This article answers the most common questions raised by technicians, process engineers and procurement managers when selecting, integrating or managing ATEX-certified rotary joints.
What is the ATEX Directive and why does it apply to rotary joints?
The European Directive 2014/34/EU (ATEX) regulates the design and marketing of equipment and protective systems intended for use in potentially explosive atmospheres. The term ATEX derives from the French ATmosphères EXplosibles.
A rotary joint is not in itself an explosion source, but it may become an ignition source under certain conditions: overheating caused by seal friction, excessive bearing temperature, leakage of flammable product to the outside environment, or sparks generated by mechanical contact between moving parts.
For this reason, rotary joints installed in plants with classified ATEX zones (Zones 1, 2, 21, 22 according to Directive 1999/92/EC) must comply with Directive 2014/34/EU, be marked with the Ex symbol, and be supplied with complete technical documentation
.
What are the specific risks of a rotary joint in an ATEX zone?
Standard EN 13463-1, referenced in the technical instructions for use in ATEX areas, identifies four potentially hazardous conditions that a rotary joint may generate:
• Local overheating due to mechanical seal friction.
The sliding faces of mechanical seals generate heat through friction. If the lubricating fluid is insufficient or the joint operates dry, surface temperature may increase rapidly.
• Overheating generated by roller bearings.
Bearings integrated in the joint may generate localized heat in the event of wear or insufficient lubrication.
• Product leakage.
Wear or damage to the seals may cause fluid to escape to the outside environment. If the fluid is flammable or explosive, an immediate risk situation arises.
• Sparks due to mechanical contact.
Bearing wear may lead to mechanical contact between rotating and stationary parts, potentially generating sparks.
Correct evaluation of these risks — case by case and based on the plant’s operating conditions — is the responsibility of the machine manufacturer (OEM) in which the joint is integrated and, subsequently, of the end user.
How is an ATEX rotary joint classified? What do the markings on the nameplate mean?
The ATEX classification of a rotary joint follows the scheme defined by Directive 2014/34/EU. The marking on the product communicates precise information about equipment group, category, atmosphere type and protection method.
An example of ATEX classification for a Johnson Fluiten rotary joint is:
II 2 G Ex h IIC Gb
II 2 D Ex h IIIC Db
II → Group II: equipment for surface explosive atmospheres (excluding mines).
2 → Category 2: high level of protection, suitable for zones where explosive atmospheres may occur occasionally (Zone 1 for gas, Zone 21 for dust).
G / D → G = Gas (explosive atmospheres caused by gases, vapors, mists);
D = Dust (combustible dusts).
Ex h → Protection method “control of ignition sources” according to EN 80079-36 and EN 80079-37.
IIC → Gas subgroup: the most restrictive (includes hydrogen and acetylene). IIC also covers IIA and IIB.
IIIC → Dust subgroup: the most restrictive (conductive dusts such as aluminum or magnesium).
Gb / Db → Equipment protection level: b = high level, suitable for Zone 1 (G) and Zone 21 (D).
How is the temperature class determined for a rotary joint in an ATEX zone?
This is one of the most critical aspects when integrating an ATEX-certified rotary joint into a system.
The maximum surface temperature of a rotary joint does not depend solely on the joint itself, but also on the operating conditions of the machine in which it is installed:
-
process fluid temperature
-
rotational speed
-
seal type
-
lubrication conditions
For this reason, the temperature class of the joint cannot be determined absolutely in advance by the joint manufacturer alone. The machine manufacturer (OEM) must:
• evaluate the process temperature;
• add the temperature increase generated by the joint (mechanical seal friction + bearing heat);
• verify that the resulting maximum surface temperature is lower than the threshold defined by the temperature class of the surrounding atmosphere.
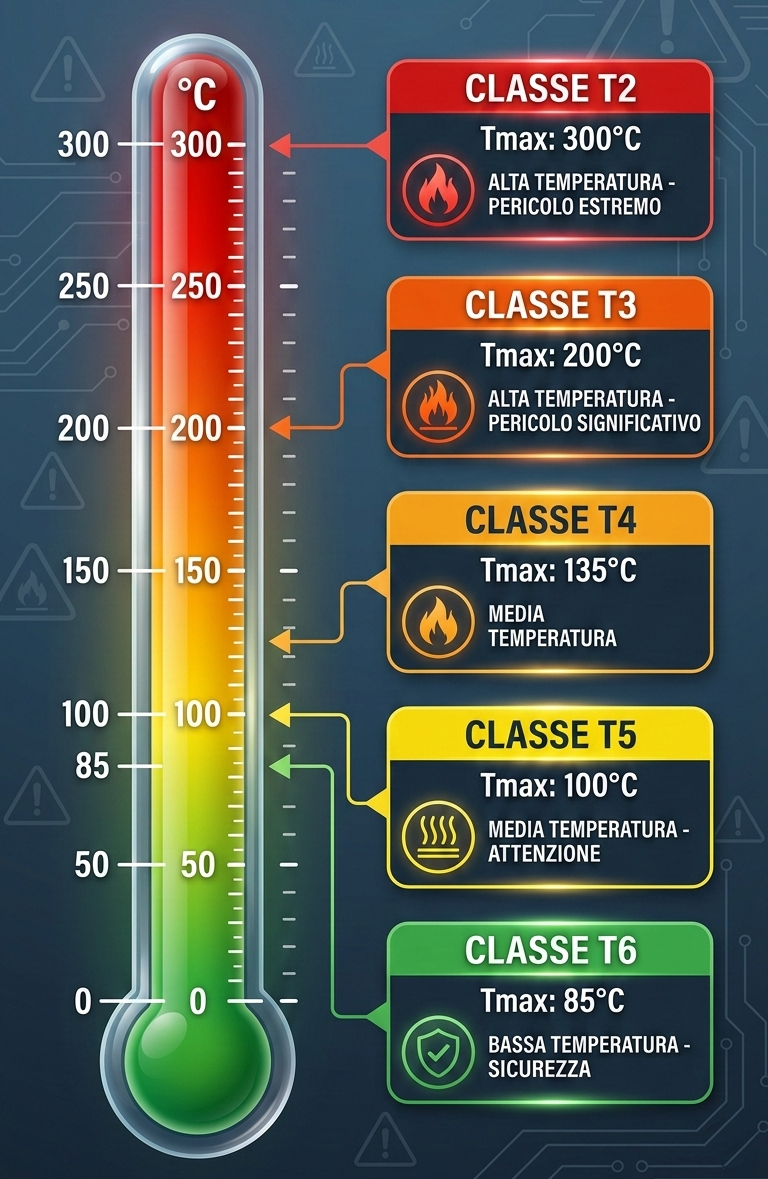
Applicable temperature classes according to EN 13463-1 §6.1.2 range from T2 to T6:
T2 → max 300°C
T3 → max 200°C
T4 → max 135°C
T5 → max 100°C
T6 → max 85°C
Standard EN 1127-1 (§6.4.2) establishes safety margins:
-
For gases and vapors, the maximum operating temperature must not exceed 80% of the minimum ignition temperature of the atmosphere.
-
For dust, the limit decreases to 2/3.
ℹ Operational note: During start-up and functional testing in ATEX zones, temperature measurements must be carried out on both the seal and the bearing for at least 2 hours under real operating conditions, using contact thermometers positioned in the dedicated measurement points provided on the joint body.
Pharmaceutical, Chemical, Food: different industries, different requirements. How do ATEX rotary joint specifications change?
Pharmaceutical industry
The pharmaceutical sector combines ATEX safety requirements with some of the highest hygiene and product purity standards in industry.
Fluids handled by rotary joints may include:
-
flammable organic solvents (classified ATEX zones)
-
purified water
-
sterilization steam
-
nitrogen used as an inert gas
Typical applications include synthesis reactors, mixers, rotary dryers and solid-liquid separation centrifuges.
In centrifuges in particular, the rotary joint must manage high rotational speeds and significant centrifugal forces, while maintaining seal integrity and preventing product contamination.
Materials must meet a dual requirement:
-
chemical resistance to solvents
-
compliance with FDA regulations or GMP requirements
Alloys such as Hastelloy C22 offer excellent corrosion resistance to organic acids and halogens, making them suitable for pharmaceutical processes in potentially explosive environments.
Chemical industry
In the chemical industry, operating conditions vary dramatically:
-
cryogenic fluids to temperatures above 300°C
-
near-vacuum pressures to tens of bar
-
neutral fluids to highly aggressive chemicals
The presence of hydrocarbons, solvents, flammable gases or organic dusts makes ATEX classification a constant design consideration.
Rotary joints must handle thermal fluids such as:
-
heat transfer oil (diathermic oil)
-
ethylene glycol in cooling circuits
-
saturated or superheated steam
When fluids may leak into classified atmospheres, it is essential to determine whether the joint is installed in:
-
Case A: explosive atmosphere only inside the machine
-
Case B: only outside
-
Case C: on both sides
Each configuration requires different preventive measures.
For Case B and Case C, a single mechanical seal is generally not sufficient when explosive fluids are present. Leakage risk assessment must be documented by the OEM or the end user.
Food industry
In the food sector, the coexistence of organic dusts (flour, sugar, starch, cocoa, malt) with transport, drying and milling equipment creates zones classified mainly for dust (Zone 21 and 22).
Rotary joints are commonly used on:
-
rotary drying belts
-
horizontal mixers
-
spray-drying systems
In addition to ATEX compliance for dust (category D), materials in contact with food must comply with:
-
EC Regulation 1935/2004
-
FDA 21 CFR where applicable
Cleanability is also critical, as it helps reduce the risk of dust cloud formation near the joint.
Standard EN 1127-1 (§6.2.3.4) specifies that when combustible dust classified as Category D is present, the user must prevent dust accumulation on the external surface of the joint. This is considered a residual responsibility of the installer/user, not of the joint manufacturer.

What periodic inspections are required for a rotary joint in an ATEX zone?
Predictive and preventive maintenance of a rotary joint in an ATEX zone is not optional: it is part of the plant safety management system. Technical instructions (HIAG) accompanying each certified joint define a minimum schedule:
Every 100 operating hours (or 1 week), check:
• Mechanical seal temperature (with contact thermometer on measurement points on the joint body)
• Roller bearing temperature
• Bearing clearance (for versions with clearance monitoring type Z)
• Emissions: normal leakage toward the atmosphere side, to be monitored if the fluid is hazardous to people, the environment or the ATEX zone
Component replacement guidelines include:
• Mechanical seals: replacement every 5,000 operating hours
• Roller bearings: replacement every 10,000 operating hours
Important: any maintenance or component replacement on an ATEX rotary joint must be performed in a specialized and certified workshop.
After each intervention:
-
the joint must be retested
-
the Ex marking must be reapplied
to ensure certification integrity. This is a requirement of Directive 2014/34/EU, not a recommendation.
ℹ Dry running (rotation without fluid circulation inside the joint) is not recommended in ATEX zones. Insufficient lubrication of sliding surfaces may generate a significant temperature increase in the surrounding environment. Applications involving dry operation must be evaluated case by case by the supplier’s engineering department.
When can a standard rotary joint be used instead of a specifically ATEX-certified one?
This is a legitimate question, and the answer depends on a technical and regulatory assessment that cannot be generalized.
In some cases, a standard rotary joint may be compatible with ATEX zone requirements, provided that:
• the OEM or end user risk assessment excludes the possibility that the joint could become an ignition source under specific operating conditions;
• ATEX marking is applied following verification of the technical characteristics against the zone classification;
• a formal ATEX certificate is available and attached to the plant documentation.
In such cases, it is possible to use stock components, subject to issuing documentation compliant with Directive 2014/34/EU Art. 13 §3 (Certificate of Conformity), including full classification specifications.
Evaluation must always be carried out in close collaboration with the rotary joint supplier, providing complete operating data:
-
fluid
-
temperature
-
pressure
-
speed
-
installation configuration
-
zone classification
What materials are used in rotary joints for ATEX applications in aggressive environments?
Material selection for ATEX rotary joints must satisfy two constraints:
-
resistance to process operating conditions (temperature, pressure, chemical aggressiveness)
-
compatibility with safety requirements in explosive zones (absence of materials capable of generating sparks through impact or friction)
For chemical and pharmaceutical environments with aggressive fluids, high-corrosion-resistance alloys such as Hastelloy C22 provide performance difficult to achieve with standard stainless steels:
-
resistance to organic and inorganic acids
-
resistance to chlorine and its compounds
-
resistance to strong oxidizers
These conditions are common in chemical synthesis and pharmaceutical sterilization processes.
Mechanical seals integrated into the joint are critical components. Sliding face materials (silicon carbide, tungsten carbide, graphite) and O-ring materials (PTFE, EPDM, Viton, Kalrez) must be selected based on:
-
chemical compatibility with the fluid
-
operating temperature
It must also be considered that temperature increase due to friction is inevitable, and must therefore be calculated to verify compliance with the ATEX temperature class of the installation.
How does ATEX management integrate with the plant Total Cost of Ownership (TCO)?
-
ATEX certification has a direct impact on plant TCO, often underestimated during purchasing but evident over the medium to long term.
A non-certified or poorly maintained rotary joint in an ATEX zone exposes the company to risks that translate into real costs:
-
regulatory penalties (non-compliance with Directive 2014/34/EU)
-
civil and criminal liability in case of accidents
-
unplanned plant downtime
-
remediation and restoration costs
Conversely, proper ATEX rotary joint management — correct technical selection, compliant installation and scheduled maintenance — produces measurable benefits:
• Reduced unplanned downtime through periodic monitoring of temperature and leakage
• Extended component life through scheduled replacement of seals (every 5,000h) and bearings (every 10,000h)
• Simplified compliance audits thanks to complete and updated technical documentation
• Reduced operational risk, with positive effects on plant insurance and corporate reputation with customers and regulatory authorities -
How should an ATEX rotary joint be properly specified in a request for quotation?
An incomplete RFQ for an ATEX rotary joint slows down the selection process and increases the risk of design errors.
To obtain a precise technical response from the supplier, the following information must be provided:
• Fluid type (chemical name, concentration, presence of suspended solids)
• Process temperature (min–max) and operating pressure (min–max)
• Rotational speed (RPM)
• ATEX zone classification (Zone 1/2 for gas, Zone 21/22 for dust) and gas/dust group or subgroup
• Installation configuration (overhung or supported; gases/vapors inside, outside or on both sides)
• Applicable hygiene standards (FDA, GMP, EC 1935/2004 for food industry)
• Any dimensional constraints or mechanical interface requirements with the machine
With this information, the supplier can:
-
identify the most appropriate technical solution
-
verify material compatibility
-
calculate the expected temperature increase
-
provide full ATEX documentation for plant integration.

Do you want to evaluate the correct solution for your application?
- Contact the Johnson Fluiten technical team with the operating data of your plant. Our engineering team is available to support selection, verify compliance with the ATEX directive and provide complete documentation for integration into classified installations
Technical Glossary
For those approaching these topics for the first time, or for those involved in purchasing decisions without an engineering background, here is a simplified explanation of the main terms used in this article.
ATEX — Acronym derived from the French ATmosphères EXplosibles. It refers to European regulations (and products compliant with those regulations) concerning safety in environments where mixtures of air with gases, vapors or dust capable of exploding may form. ATEX certification on a component guarantees that it cannot trigger an explosion under the specified conditions.
Rotary joint — Mechanical device that allows a fluid (water, steam, oil, compressed air, etc.) to pass between a stationary part of a system and a continuously rotating part, such as the drum of a dryer, the cylinder of a calender or the head of a mixer.
Mechanical seal — The internal component of the rotary joint that prevents fluid from leaking out while the parts rotate. It consists of two smooth faces (one stationary and one rotating) sliding in contact. Friction between these faces generates heat; therefore, seal temperature is one of the parameters that must be monitored in ATEX zones.
ATEX Zone (Zone 1, 2, 21, 22) — Classification of the risk level of a plant area based on the probability that an explosive atmosphere may form. Zones 1 and 2 relate to gases and vapors (Zone 1 is more hazardous, as explosive atmospheres may occur during normal operation). Zones 21 and 22 relate to combustible dust. The higher the risk, the stricter the requirements for installed components.
Ex Marking — The symbol appearing on ATEX-certified components. “Ex” stands for explosive atmosphere protection. Additional markings around the symbol (such as h, IIC, Gb) describe in detail the protection characteristics of the component.
Dry running — Condition in which the rotary joint rotates without process fluid circulating inside it. This is critical because the mechanical seal, normally lubricated and cooled by the fluid, may overheat rapidly, increasing the risk of exceeding the temperature limits allowed by ATEX classification.
Diathermic oil (heat transfer oil) — Special fluid used in industrial heating circuits to transfer heat at high temperatures (up to about 300°C and above) without vaporizing. It is common in chemical, pharmaceutical and food plants where temperatures exceed those achievable with liquid water.
Hastelloy C22 — Highly corrosion-resistant metal alloy composed mainly of nickel, chromium and molybdenum. Used in applications where standard stainless steels would rapidly degrade: acidic environments, chlorine-containing fluids and aggressive solvents. In pharmaceutical and chemical industries it is often selected to ensure mechanical performance, product purity and long service life.
TCO – Total Cost of Ownership — The total cost associated with a component or system throughout its life cycle, not just the purchase price. It includes maintenance, spare parts, downtime due to failure, energy consumption and disposal costs. In ATEX environments it also includes regulatory compliance costs and legal liability in the event of accidents.
OEM – Original Equipment Manufacturer — The manufacturer of the machine or plant in which the rotary joint is integrated. In ATEX environments, the OEM is responsible for evaluating the behavior of the entire system (not just individual components) with respect to explosion risk and for issuing the machine’s declaration of conformity.
GMP – Good Manufacturing Practice — Manufacturing standards adopted in the pharmaceutical and food industries to ensure production processes are controlled and documented. For mechanical components, they impose requirements related to material traceability, surface cleanability and absence of product contamination.
Normal leakage — The minimal amount of fluid that may escape from the mechanical seal during normal operating conditions without constituting a failure. It is considered acceptable within limits defined by the manufacturer; in ATEX zones, even normal leakage must be monitored if the fluid is flammable or toxic.
Autore dell’articolo

